东陵斜齿条
发布日期:2021-08-18 01:08:18 网址:http://www.cnntyxjx.com 点击:1436 来源:南通云翔机械制造有限责任公司

东陵斜齿条材料的微观组成和性能随材料的位置状态呈梯度变化的一种新材料。即把两种互不相容的材料经过梯度过渡而合为一体。其制备方法主要为:沉积法、喷涂法、烧结法、自蔓延高温合成法、渗透法等。上一篇:齿条的失效有着几个重要的方面齿条的失效有着几个重要的方面
齿轮加工过程中的操作要领 齿轮加工通常都使用滚齿机和插齿机来工作,对于调整维护方便,对于大规模的生产来说生产效率就会偏低后来对于滚刀、插刀刃磨后的再次涂镀技术的产生,可以使得刀具能够明显地提高使用时间,能够减少了换刀次数和刃磨时间,提高效率。
螺旋锥齿轮与准双曲面锥齿轮的特点及其区别齿轮厂家 螺旋锥齿轮其主、从动齿轮轴线相交于一点,交角可以是任意的,但在绝大多数汽车驱动桥中,主减速器齿轮副采用90°角垂直布置方式。由于轮齿端面重叠的影响,至少有两对以上的轮齿同时啮合,因此,螺旋锥齿轮能承受较大的载荷,加之其轮齿不是在全齿长上同时啮合,而是逐渐由齿的一端连续转向另一端,使得其工作平稳,即使在高速运转时,噪声和振动也是很小的。
(4)切割机齿条全齿深、跳动、公法线特别是齿向是否合格主动锥齿条加工工艺介绍 主动锥齿条加工工艺 主动锥齿轮是汽车上的重要零件之一,其技术要求很高,南通云翔机械制造有限责任公司有限公司通过对其加工工艺的分析,对不足之处加以优化,实现了低成本、高品质的生产。
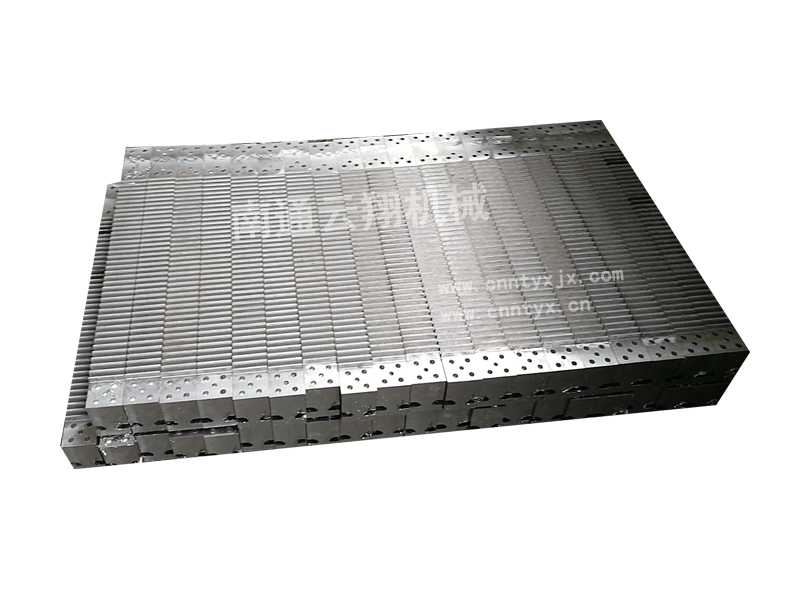
3、具有热处理型/未热处理型,同一模数可有多种强度;4、具有方形/圆形外观,容易整合使用;5、多种材料:C45、合金钢(CrMo)、不锈钢(304)、工程塑胶(POM)。
齿轮传动用来传递任意两轴间的齿轮和动力,其圆周速度可达到300m/s,传递功率可达105KW,齿轮直径可从不到1mm到150m以上,是现代机械中应用广的一种机械传动(2)寿命长,工作平稳,可靠性高; (3)能保证恒定的传动比,能传递任意夹角两轴间的运动。

东陵斜齿条齿条的加工方法介绍对付齿条的高硬度和高精度停止加工,特别是针对付齿条资料的热处置、齿形加工和堆焊铜层,该当只管即便对齿条的齿形停止两次的热处置和两次切割。一次的热处置主如果赞助齿条的资料打消内应力,紧接着便是停止一次的齿形切割,在齿形切割的时刻该当预留出1-2毫米的余量;
拧紧力矩为24.5N.m,再将齿条导套弹簧帽倒退25用扭力计测量从空挡位置开始一圈之内的总预紧力矩,应保持在l.7~6.9N.m的范围内。
东陵斜齿条采用盘形模数铣刀或指状铣刀铣齿属于成形法加工,铣刀刀齿截面形状与齿轮齿间形状相对应。此种方法加工效率和加工精度均较低,仅适用于单件小批生产。2.成形磨齿也属于成形法加工,因砂轮不易修整,使用较少。
齿条、齿条加工及来料加工是我厂的主营业务齿条供应商-齿条厂系列主要进行各种类型,各种规格的齿条生产和加工。


